
全国咨询热线:
全国咨询热线:
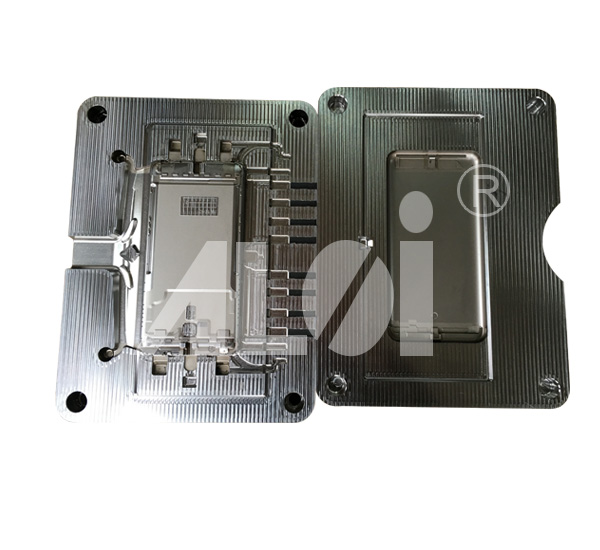
塑胶模具加工 | 关于塑胶模具——这几点必须要把握!
一、设计时的着重点
1、进胶口应开设在产品肉厚部分,保证充模顺利和完全;
2、尽量开设在不影响产品外观和功能处,可在边缘或底部处;
3、在浇口附近之冷料穴,尽端常设置拉料杆,以利于浇道脱模;
4、大型或扁平产品,建议采用多点进浇,可防止产品翘曲变形和缺料;
5、其位置应选在使塑料充模流程最短处,以减少压力损失,有利于模具排气;
6、在细长型芯附近避免开设浇口,以免料流直接冲击型芯,产生变形错位或弯曲;
7、浇口尺寸由产品大小,几何形状,结构和塑料种类决定,可先取小尺寸再根据试模状况进行修正;
8、可通过模流分析或经验,判断产品因浇口位置而产生之结合线处,是否影响产品外观和功能,可加设冷料穴加以解决;
9、一模多穴时,相同的产品采用对称进浇方式,对于不同产品在同一模具中成型时,优先将最大产品放在靠近主流道的位置。
二、注意要点
1、不要只重产品设计,忽视塑胶模具制造
有些用户在开发产品或新产品试制时,往往初期只注重于产品研制与开发,忽视与塑胶模具制作单位的沟通。产品设计方案初步确定后,即提前与模具厂商接触有以下三个好处:
(1)可以保证设计的产品有好的成形工艺,不会因零件难以加工而修改定型设计。
(2)模具制作方可提前做设计准备,防止匆忙中考虑不周,影响工期。
(3)制作高质量塑胶模具,只有供需双方紧密配合,才能最终降低成本,缩短周期。
2、不要只看价格,要从质量、周期、服务全方位考虑
(1)模具种类很多,大致可分为十大类。根据零件材料、物理化学性能、机械强度、尺寸精度、表面光洁度、使用寿命、经济性等不同要求,选择不同类型的模具成形。
(2)精度要求高的模具需要使用高精度的数控机床加工,而且模具材质、成形工艺都有严格要求,还需使用CAD / CAE / CAM模具技术去设计、分析。
(3)有些零件由于成型时有特殊要求,模具还需使用热流道,气辅成型,氮气缸等先进的工艺。
(4)制造厂家应具备数控、电火花、线切割机床及数控仿型铣设备,高精度磨床,高精度三座标测量仪,计算机设计及相关软件等。
(5)一般大型冲压模具(如汽车复盖件模具)要考虑机床是否有压边机构,甚至边润滑剂、多工位级进等。除冲压吨位还要考虑冲次、送料装置、机床及模具保护装置。
(6)上述模具的制造手段及工艺不是每个企业都具备和掌握的。在选择协作厂家时一定要了解它的加工能力,不但看硬件设备,还要结合管理水平、加工经验以及技术力量。
(7)对同一套模具,不同厂家报价有时有很大差距。你不该付出高于模具价值费用的同时,也不应该少于模具的成本。模具厂家像你一样,要在业务中取得合理的利润。订制一套报价低得多的模具会是麻烦的开始。用户须从自身要求出发,全面衡量。
3、避免多头协作,尽量塑胶模具制作和制品加工一条龙
(1)有了合格的模具(试件合格),不一定能生产出批量的合格产品。这主要与零件的加工机床选型、成形工艺(成形温度、成形时间等)及操作者的技术素质有关系。
(2)有了好的模具,还要有好的成形加工,最好是一条龙协作,尽量避免多头协作。如果条件不具备,就要选择一方全面负责,在订合同时一定要写清楚。
Copyrights © 注塑模具加工,注塑模具厂家,注塑代加工,塑料模具加工,塑料模具厂家-安徽雅思达精密模具股份有限公司 备案号:皖ICP备18024629号-1
服务热线



管理员
该内容暂无评论